

Very few of you will find this interesting to know. But for the few that do, I would like to share the absurd amount of effort needed to make this highly esoteric piece of hand-craftery for the 4th degree, the Lodge of Secret Master in Scottish Rite Masonry. This project was done specially for the Scottish Rite Valley of Austin for the VERY FIRST EVER Lodge of Secret Masters held on Saturday September 20th 2014.
Project goal: Produce 60 skeleton keys with a letter ‘Z’ on it.
It started with intense research in the key designs and variations across the landscape of Masonry with the focus on the orientation of the ‘Z’ on the ward. Several discussions were made with Peter Reardon to ensure an appropriate configuration was chosen. Ultimately, we settled on the design and style of the ward as described in ‘Morals and Dogma’ by Albert Pike. Curiously, there are several different styles of key’s floating around out there and no written description can be found as to how the ‘Z’ should be oriented, which is why we used the illustration in Morals and Dogma as the de facto standard. Makes sense, right?
What followed next was an exhausting series of trips to search various hobby and hardware stores for ready-made solutions. None were found. This would have to be a handmade solution.
I then began production of the prototype which involved several attempts to make an attractive shank for the key using acrylic pen blanks. Several attempts were made with the final working version having a 7mm brass tube inserted in the center to re-enforce the acrylic. The previous two attempts resulted in the shank snapping in half while being worked on the lathe. Extra fortification was required! Always wear eye protection.

The shank was turned on the lathe to match the diameter of a cast iron lamp finial which would eventually become the bow or handle of the skeleton key.
 The ward is made from a part of a Teflon cutting board, which was then sanded, and the surface, fire treated to knock down any sanding scuffs and fuzz from the detail scroll saw work. ** Esoteric Alert: the ward has a particular design, which only few will take the time to explore. The part of the ward that joined with the shank needed to be made concave in order to fit flush with the cylindrical shank. This required a special file of a specific radius and, yes, extra effort.
The ward is made from a part of a Teflon cutting board, which was then sanded, and the surface, fire treated to knock down any sanding scuffs and fuzz from the detail scroll saw work. ** Esoteric Alert: the ward has a particular design, which only few will take the time to explore. The part of the ward that joined with the shank needed to be made concave in order to fit flush with the cylindrical shank. This required a special file of a specific radius and, yes, extra effort.
The ‘Z’ was cast from an Alphabet mold which turned out pretty darn nice, in my opinion. Locating a proper sized ‘Z’ was however not an easy task, and required collecting a smattering of them in hopes of finding just the right one.
Finally all of the parts were assembled using Epoxy and left to cure overnight.
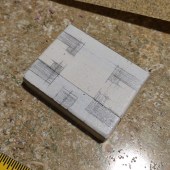
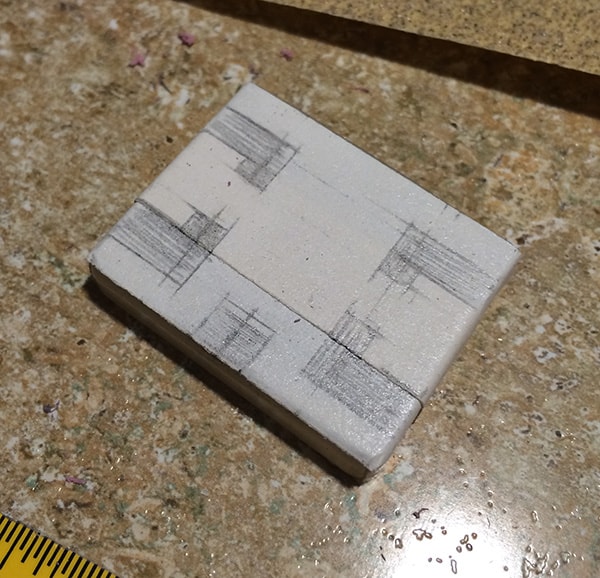
Next came the mold making process which was without the most stressful portion of the project thus far. After planning several times the mold started to take shape. I made a clay wall around the key and raised the key above the table top to level it out and allow the silicone mold material to flow blow the key. Registration points were added to the mold and then the top layer of the mold was poured.
De molding went very well and vents were cut for air to escape the mold during the casting process. I then made a mother mold of the silicone molds so that more molds could be made in hopes of achieving some sort of assembly line production.
Following that, came the insanity of trying to find casting materials that gave the most authentic look and feel of Ivory. We tried HydroCal, Gypsum Cement, Dental Stone, Merlin’s Pourable Stone, Crushed Marble, Powdered Porcelain, even white painted buckshot to add weight. Finally settling on a mixture of Alumalite and Calcium Carbonate.
The production line was fired up with many thanks to my lovely wife who allowed me to turn our kitchen into a laboratory. Any Alchemist would have been proud to see the ‘crazy’ laid out before their eyes.
Casting the key’s required a very particular series of pouring, tipping and tilting of the mold in hopes of minimizing air bubbles and voids within the casting. Ultimately, I had to find peace with the fact that air bubbles happen and that each Key is unique. Over 80 keys were cast from start to finish with the first batch taken as a total loss due to the experimentation needed to arrive at a proper casting process resulting in 62 usable keys.
Meticulous grinding, trimming, Dremel work and hand sanding, all in an effort to correct air bubble issues and to produce a product that had a good tactile feel to it, resulted in a very consistent product that I am happy to have made.
I was very nervous as to how the keys would be received due to these little imperfections, but it turns out they were a smashing success and only positive thanks were reported back to me. Phew!
Moving forward. I will eventually need to upgrade my equipment to resolve air bubble issues if I intend to continue to add inventory to FossilBluff.com.
 Free expedited USPS Priority Mail shipping within the US.
Free expedited USPS Priority Mail shipping within the US. Each work of art is handcrafted with meticulous attention to detail.
Each work of art is handcrafted with meticulous attention to detail. Gift cards are the perfect gift for any occasion.
Gift cards are the perfect gift for any occasion.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}